
L’ampleur du problème
Une entreprise minière se heurtait à d’importantes difficultés liées aux vannes à guillotine utilisées dans l’ensemble de son usine. Les problèmes étaient particulièrement marqués à l’aspiration et au refoulement des pompes, dans des applications de fluides chargés où la présence de sable entraînait une accumulation importante, rendant le fonctionnement des vannes difficile et dangereux.
Avec le temps, le sable accumulé a rendu presque impossibles l’ouverture et la fermeture manuelles des vannes. Les opérateurs étaient obligés d’utiliser des clés à tuyau et d’appliquer une force excessive – parfois à deux personnes – pour manœuvrer les poignées des vannes. Cette situation a engendré de graves risques pour la sécurité et, dans un cas, un opérateur a cassé une poignée, ce qui a entraîné une blessure sur le site.
À la suite de cet incident, l’entreprise a cherché à améliorer la sécurité en modifiant les vannes pour qu’elles puissent être actionnées à l’aide d’une clé à chocs, à l’aide d’écrous usés provenant de leur broyeur à barres, de butées et d’une barre de réaction pour contrôler l’ouverture et la fermeture. Cette solution a toutefois introduit de nouveaux problèmes, notamment le serrage excessif des tiges de vanne, ce qui empêchait une bonne étanchéité. Malgré ses efforts, l’entreprise a continué à se heurter à des inefficacités opérationnelles et à des problèmes de sécurité, ce qui témoignait de la nécessité d’une solution plus efficace et plus fiable.
Solution
Pour répondre aux difficultés de l’entreprise minière, Armour Valve a recommandé la vanne à guillotine manchonnée de la série GL de CMO, spécialement conçue pour les applications exigeantes de traitement des fluides chargés.
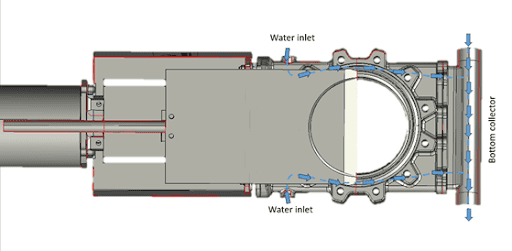
Contrairement aux vannes à guillotine standard qui sont susceptibles de s’encrasser sous l’accumulation de sable, la série GL comprend des orifices de rinçage intégrés qui permettent d’introduire de l’eau sous pression dans le corps de la vanne. Cette action de rinçage continue permet de déloger et d’éliminer le sable et les solides, évitant ainsi les accumulations susceptibles d’entraîner des défaillances opérationnelles. En outre, la vanne est dotée d’un collecteur inférieur qui assure une extraction efficace des débris du système.
Les séries GL et GD de CMO sont spécialement conçues pour les applications de fluides chargés; elles empêchent l’accumulation de sable grâce à un rinçage sous pression de l’intérieur du corps et à l’extraction de sable par le collecteur inférieur (comme le montre l’image).
La vanne à guillotine bidirectionnelle de CMO est construite avec un corps monobloc en fonte durable et une vanne en acier inoxydable avec deux manchons en caoutchouc, garantissant des débits élevés avec une perte de charge minimale. Elles offrent également des matériaux de siège d’étanchéité personnalisables pour répondre à une variété d’applications.
Effet
La mise en service réussie des vannes à guillotine manchonnées de la série GL de CMO peut apporter des avantages opérationnels et de sécurité considérables à l’entreprise minière. Puisqu’elles sont conçues de façon à prévenir l’accumulation de sable et à assurer le bon fonctionnement du système, ces vannes devraient permettre de réduire les temps d’arrêt de l’usine jusqu’à 24 heures par an, ce qui se traduira par des gains d’efficacité notables.
Auparavant, l’entreprise consacrait environ 56 heures par an à remplacer en moyenne neuf vannes de 6 po et cinq vannes de 8 po, chaque intervention prenant environ quatre heures. Grâce à la nouvelle solution de CMO, elle devrait économiser jusqu’à 24 heures par an. En prolongeant la durée de vie des vannes et en réduisant la fréquence des opérations d’entretien, cette nouvelle approche offre en rendement du capital investi solide, tant sur le plan de la réduction des coûts à long terme que sur celui de l’amélioration des opérations.
La sécurité étant le principal moteur de cette modernisation, la vanne à guillotine de série GL de CMO constitue une avancée significative vers des opérations plus sûres et plus efficaces, garantissant la fiabilité à long terme des systèmes de traitement des fluides chargés de l’entreprise minière.
Bien que les résultats complets sur ce site ne soient pas encore connus, les vannes ayant été récemment installées, la série GL a déjà prouvé sa valeur dans d’autres applications exigeantes de traitement des fluides chargés. Dans un projet antérieur, les vannes à guillotine de la série GL de CMO ont été utilisées pour transporter des fluides chargés sur une canalisation de 1 km entre l’usine et un nouveau bassin de retenue des résidus. Les vannes ont fourni des performances fiables dans des conditions de haute pression, en maintenant un débit stable avec une perte de charge minimale. Leur conception interne empêche efficacement l’accumulation de solides dans la zone du siège, ce qui réduit les besoins en maintenance et garantit un fonctionnement fluide et ininterrompu dans l’ensemble du système.
Cette performance prouvée dans un environnement aussi exigeant nous conforte dans l’idée que la série GL fournira des résultats similaires à notre client. Nous ferons toutefois le point dans les 18 prochains mois, une fois que nous aurons mieux compris l’impact de la vanne sur l’efficacité opérationnelle et les besoins en maintenance.
